Vysoká rozmanitost materiálů
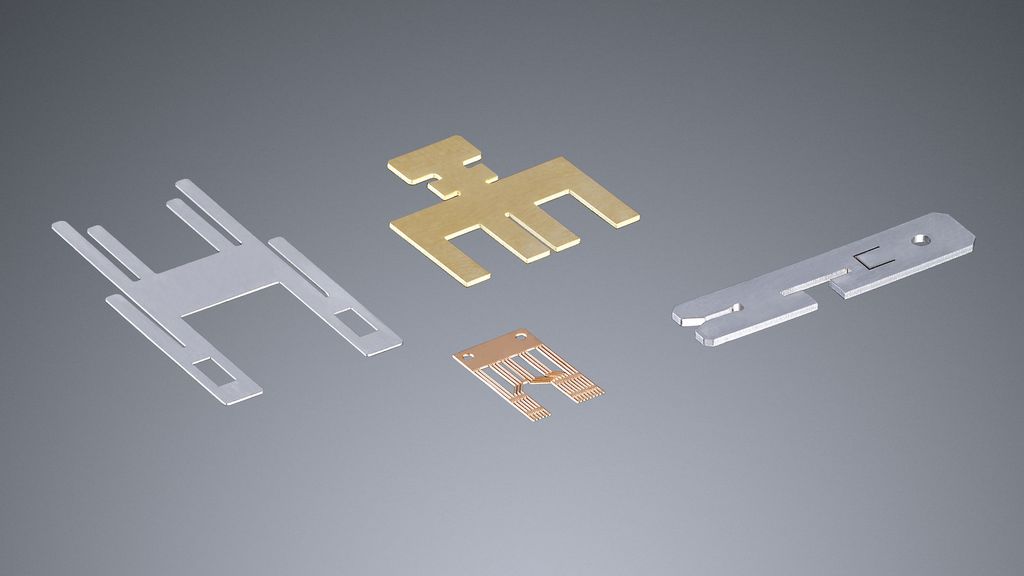
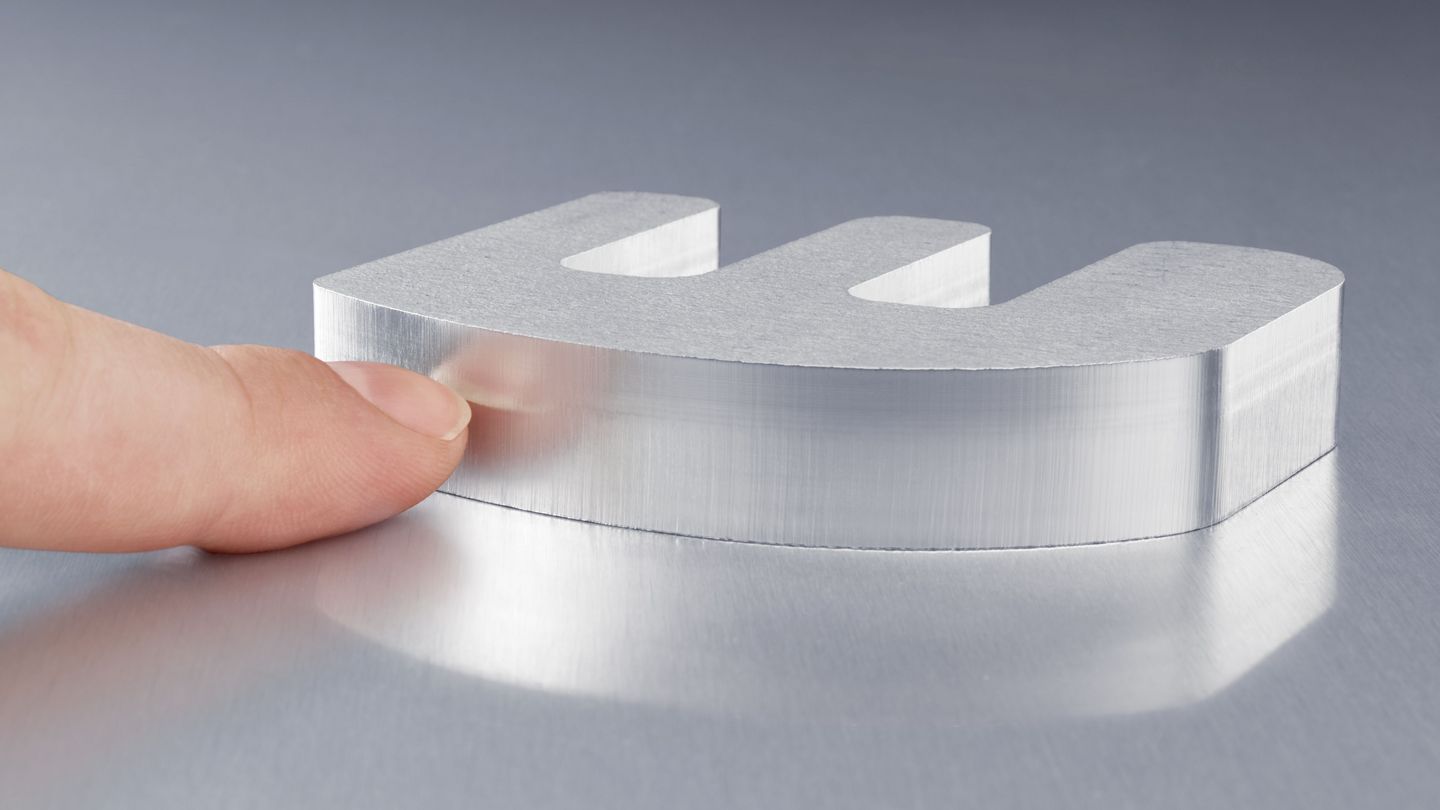
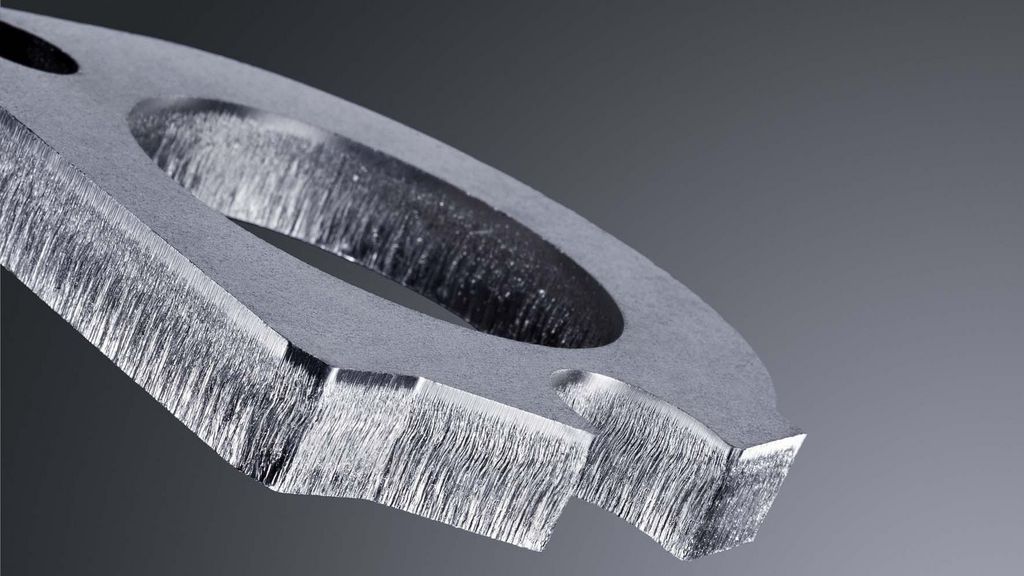
Všechny materiály obvyklé v průmyslovém zpracování – od ocele přes hliník, ušlechtilou ocel a barevné plechy až po nekovové materiály, jako jsou plasty, sklo, dřevo nebo keramiky – je možné pomocí laseru řezat bezpečně a kvalitně. Pomocí nástroje je možné řezat velmi rozdílné tloušťky plechu od 0,5 až do 30 mm. Toto extrémně široké spektrum materiálů činí z laseru číslo 1 mezi řeznými nástroji pro mnoho aplikací v oblasti kovů i nekovů.