При лазерното заваряване на пластмаси с помощта на метода на заваряване с преминаване на лъчение се свързват два вида термопластични пластмаси: лазерът прониква през прозрачния свързван детайл, а абсорбиращият се загрява. Абсорбиращата пластмаса стопява прозрачната зона на съединяване. Свързваните детайли трябва да са притиснати един към друг с подходящо приспособление, за да има достатъчно предаване на топлина. За целта хлабината трябва да е по възможност по-малко от 150 μm. За трайно съединяване трябва стопената пластмаса да изстине напълно. Затова приспособлението продължава да притиска двата свързвани детайла за известно време на изчакване след същинския процес на заваряване.

Заваряване на пластмаси с лазер
Висококачествено, възпроизводимо и изцяло без разтворители – лазерно базираното съединяване на пластмаси има много предимства и в много браншове замества класически методи& като лепене, ултразвуково или вибрационно заваряване. Освен това при съединяването с лазера заваръчният шев може да бъде адаптиран произволно към нови геометрии на детайлите. Понеже внасянето на топлина е силно ограничено локално, ефективно се защитават например чувствителни електронни компоненти. Типово се различават четири варианта на лазерното заваряване на пластмаси: контурно заваряване, квазиедновременно заваряване, едновременно заваряване и масково заваряване. При заваряването на пластмаси обикновено се използват лазерни мощности до около 300 вата.
Висококачествено и възпроизводимо
Заваръчните шевове са с постоянно високо качество. При това създадените шевове има здравина, която съответства на тази на основния материал.
Гъвкава употреба
Заваръчният шев може да бъде адаптиран произволно към различни геометрии на детайлите.
Без остатъци
За разлика от залепването или вибрационното и ултразвуковото заваряване, при лазерното заваряване няма остатъци от лепило или пластмасови стърготини.
Щадящо
Внасянето на топлина е ограничено локално и щади чувствителната електроника.
Тихо и с ниско ниво на износване
Заваряването на пластмаси с лазер е щадящо не само към материала, но и към околната среда.
Как функционира заваряването на пластмаси с лазер?


В матрицата за съединяване на материали е представена способността за заваряване на различните материали. Подобните пластмаси демонстрират максимална стабилност на съединяване след заваряване с лазера. Ако пластмасата съдържа висок дял стъкловлакна, лесно могат да възникнат чупливи заваръчни съединения. Затова се препоръчва съдържанието на стъкловлакна да не надвишава 40%. Пропускащ лазерни лъчи материал със стъкловлакна не трябва да е по-дебел от 2 mm.
Понеже много термопластични пластмаси, които могат да се заваряват, абсорбират само малка част от лазерното лъчение на лазери с твърдо активно вещество, се прибавят допълнителни материали (добавки), като например сажди. По този начин термопластите могат да се разтопят и заварят с помощта на лазерното лъчение. За да се гарантира възпроизводимостта на процеса на заваряване, трябва освен това детайлите да се позиционират възпроизводимо върху подходящ държач. Силата на съединяване се създава чрез притискане на детайла към обтягаща маска със затворен контур или към специално стъкло. Стъклото трябва да пропуска лазерната светлина при висока механична стабилност.
Сравнение на трите метода за заваряване с лазерно преминаване на лъчение

Типични области на приложение на заваряването на пластмаси с лазера

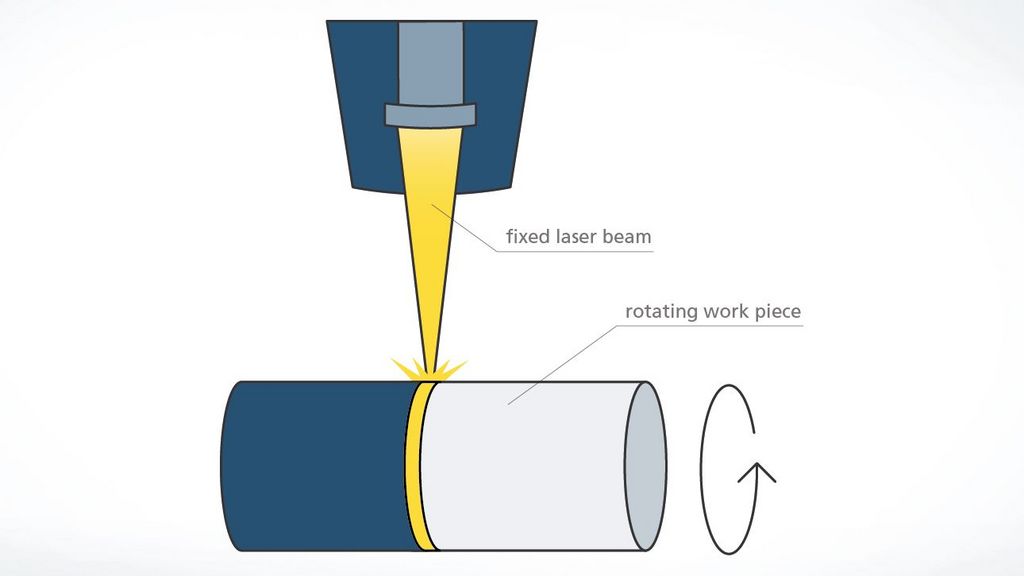
При контурното заваряване ротационно симетричен детайл се завърта под неподвижно разположения лазерен лъч. По този начин може например да бъде заварен капак на резервоар.

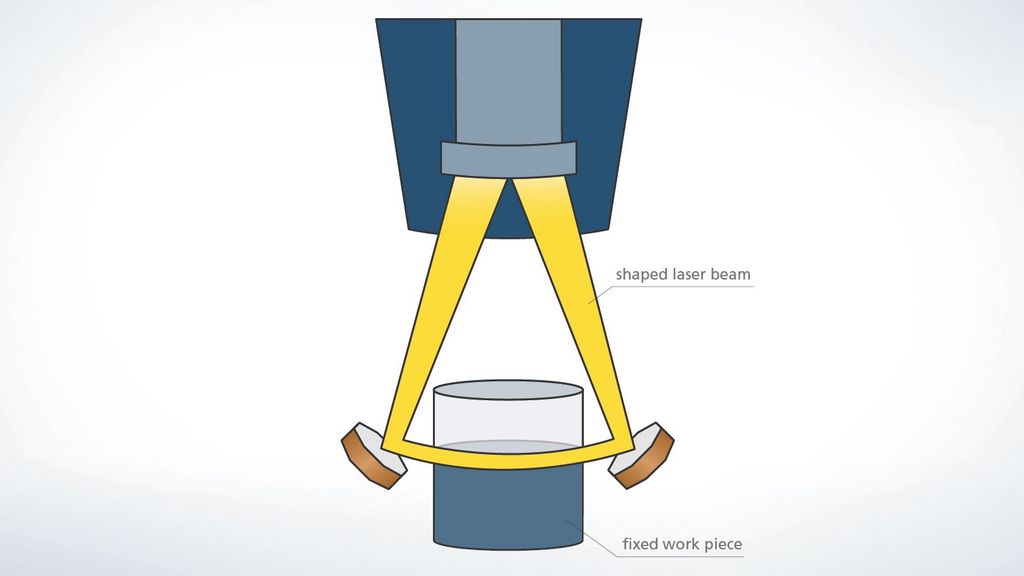
При квазиедновременното заваряване контурите се обхождат изключително бързо със сканираща оптика. Така всяко място по продължение на контура се загрява почти едновременно.
Продукти на TRUMPF за заваряване на пластмаси с лазер
TRUMPF Ви предлага цялостното решение за заваряване на пластмаси: получавате лазер, фокусираща оптика със сензорна система и машината за лазерна обработка, по желание и с приспособление, от едно място и перфектно съгласувани за Вашето специфично приложение.&







Контакт
