Широка гама от материали
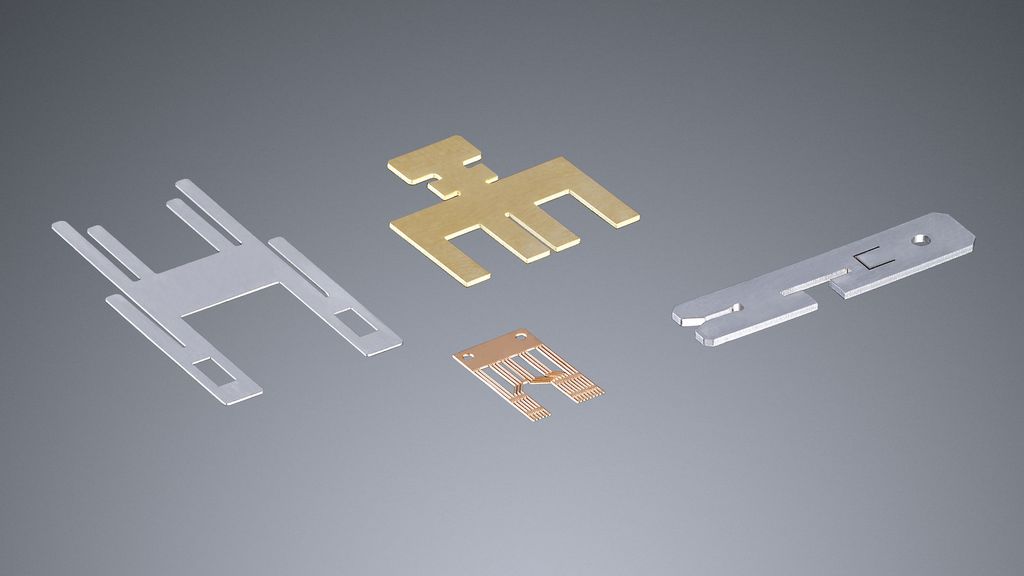
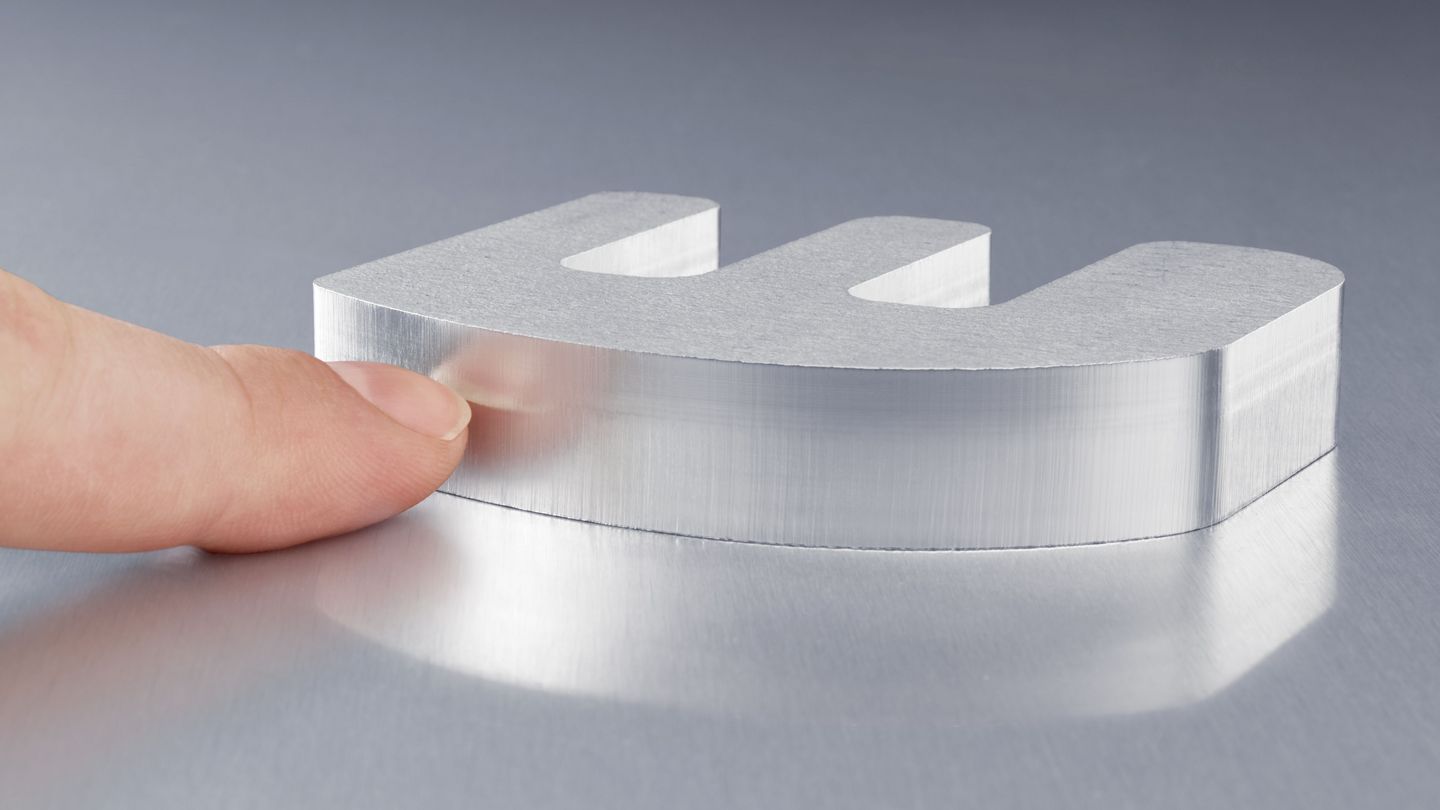
Всички стандартни за промишлената обработка материали – стомана, алуминий, неръждаема стомана и цветни метални листове до неметални материали, като пластмаси, стъкло, дърво или керамика – могат да се режат надеждно и висококачествено с помощта на лазера. С инструмента е възможно рязане на много различни дебелини метални листове от 0,5 до над 30 милиметра. Този изключително широк диапазон от материали прави лазера номер 1 сред инструментите за рязане за много приложения в металните и неметалните материали.